南京雷德機械有限公司
國內銷售部:
電話:86-025-57265118
傳真:86-025-57265119
網(wǎng)址:m.freevitimins.com
國際銷售部:
電話:86-025-57265888
傳真:86-025-57265566
地址:江蘇省南京市溧水區(qū)明覺工業(yè)區(qū)
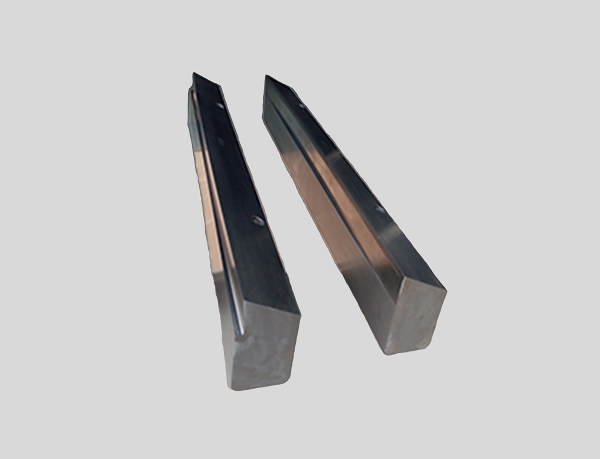
剪刃形狀及幾何參數(shù)的合理確定對充分發(fā)揮刀具切削性能是至關重要的。按刀具強度而言,各種刀片形狀的刀尖強度從高到低依次為:圓形、100°菱形、正方形、80°菱形、三角形、55°菱形、35°菱形。刀片材料選定后,應選用強度盡可能高的刀片形狀。硬車削刀片也應選擇盡可能大的刀尖圓弧半徑,用圓形及大刀尖圓弧半徑刀片粗加工,精加工時的刀尖圓弧半徑約為0.8μm左右。
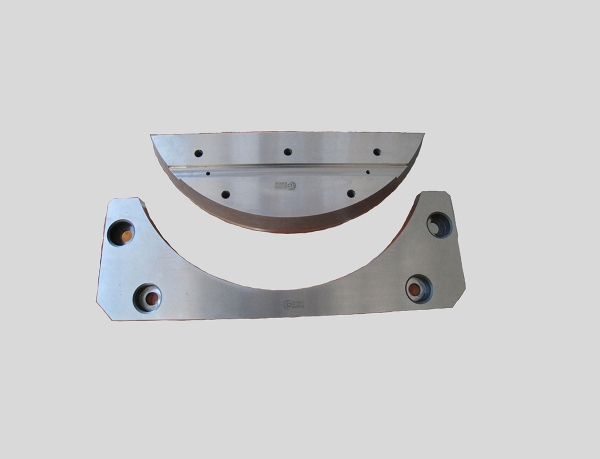
淬硬鋼切屑為紅而酥軟的緞帶狀,脆性大,易折斷,不粘結,淬硬鋼切削表面質量高,一般不產(chǎn)生積屑瘤,但切削力較大,特別是徑向切削力比主切削力還要大,所以,剪刃宜采用負前角(go≥-5°)和較大的后角(ao=10°~15°)。主偏角取決于機床剛性,一般取45°~60°,以減少工件和刀具顫振。